在自动化产线里,回转油缸最容易被低估的地方,不是推力不够,而是动作关系没有想清楚。很多夹具方案前期看着能装,等到机器人上下料、传感器避让、节拍联调时,才发现压臂回转角度不合适,夹紧行程留得太紧,或者油管位置挡住了检修空间。JFC回转油缸用于这类场景时,匹配思路要先从工位动作倒推,而不是先盯着型号表选一个相近规格。
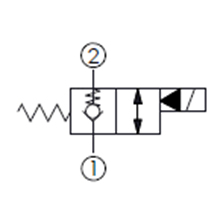
第一步要确认它在产线里承担什么动作。若只是把工件压住,普通直线油缸加压板也能做;但如果压紧件需要先让开上料路径,再回到夹紧位置,回转油缸才有价值。比如汽车零部件焊接夹具、机加工定位工装、检测设备的压紧机构,都常见这种需求:工件进来时压臂不能挡路,工件到位后又要稳定压住某个基准面。这里看的不是单个油缸能不能动作,而是回转、下压、保压、松开这几个动作能否和整条线的节拍咬合。

匹配JFC回转油缸时,夹紧力不能只按理论负载算。现场更麻烦的是偏载、振动和重复冲击。压点离油缸中心越远,压臂越长,对导向和密封的负担就越明显。工件如果有毛刺、焊渣或定位误差,油缸每次落下来的受力也不会完全一样。比较稳妥的做法,是先确定工件需要的保持力,再把压臂长度、压点高度、夹紧方向和安全余量一起算进去。能夹住一次,不代表能连续跑几个月。
第二个要看的,是回转角度和有效避让空间。产线自动化通常会有机械手、输送线、视觉相机、接近开关和防护门,空间比人工工装更紧。回转角度如果选小了,压臂松开后仍可能擦到工件;角度选得过大,又会增加动作时间和机构占用范围。更实际的判断方式,是把上下料路径画出来,看压臂在松开位置是否真正让开,而不是只看图纸上有无干涉。尤其在多工位夹具上,相邻油缸的压臂还要避免互相打架。
第三个关键是节拍。自动化产线不怕单个动作慢一点,怕的是动作不稳定。一开始调试时能跑,油温上来后速度变化,或者压力波动后夹紧不到位,都会把整线节拍拖乱。JFC回转油缸接入液压系统时,要同时看供油压力、流量、阀响应、管路长度和回油背压。若一个液压站同时带多个执行元件,某个工位突然动作变慢,问题未必在油缸本体,也可能是流量分配、节流设置或管路压损造成的。
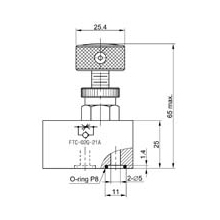
安装细节也会影响后期维护。油口朝向、接头高度、软管弯曲半径、传感器安装位置,都要在设计阶段留出来。产线运行后,维修人员不可能为了换一根油管拆半套夹具。油缸周围至少要有扳手操作空间,压臂拆装也要能从设备外侧完成。很多现场的小故障,最后都卡在这些看似不起眼的位置:接头渗油不好拧,感应开关被油污覆盖,压臂螺钉没有复紧标记。

如果工位对夹紧状态有联锁要求,还要把信号反馈纳入匹配。自动化设备不能只相信“阀已经动作”,更要确认“油缸是否到位”。可以根据现场条件配置到位检测、压力检测或夹具状态确认。对机器人上下料来说,这一点尤其重要。压臂没完全打开,机器人进来就可能碰撞;夹紧没确认,后面的加工、焊接或检测结果就不可靠。
JFC回转油缸适合放在需要避让、定位、夹紧连续完成的工位里,但它不是用来弥补夹具设计粗糙的万能件。工件定位基准不清、压点乱选、液压系统脏污、管路随便走,都会把问题转嫁给油缸。真正合理的匹配,是先把工位动作、夹紧力、回转空间、节拍和维护方式说清楚,再去对应缸径、行程、回转角度和安装形式。这样选出来的油缸,才更像产线的一部分,而不是临时塞进去的执行元件。