SMC磁性开关投入使用前,不能只看外形或线长。如虹精工整理的核对重点在气缸是否带磁环、安装槽和支架是否匹配,以及PLC输入类型、NPN/PNP和负载电流是否一致。用于包装设备、夹具压紧或挡停气缸时,端位信号过靠边、线缆干涉和漏电流都可能带来误动作。更稳妥的判断是先确认机械匹配,再做真实节拍验证。
现场装SMC磁性开关,最容易出问题的地方往往不在开关本身,而是在“以为能装”和“以为能接”这两个判断上。气缸外形相近,开关也能夹上去,指示灯偶尔还能亮一下,并不代表这套配置已经适合投入连续运行。
我更倾向于把投入使用前的核对分成两边:一边看气缸和安装条件,另一边看控制回路。机械侧没核对清楚,信号位置会飘;电气侧没核对清楚,轻则PLC收不到稳定输入,重则开关寿命很快被消耗掉。
先看气缸。磁性开关检测的是气缸活塞上的磁环位置,所以第一步不是找安装槽,而是确认这支气缸是否带磁环、是否支持外置磁性开关检测。有些普通气缸外观接近,但内部没有磁环,开关装得再规整也只能得到偶发信号或完全无信号。旧设备改造时尤其要小心,不能只凭缸径、行程和接口尺寸判断。

第二步看气缸系列和安装方式。不同气缸的沟槽、拉杆、圆筒外形和安装支架并不通用。SMC磁性开关常见安装方式有直接嵌入槽内、用固定带、用支架或压板固定等,现场临时改装虽然有时能把开关固定住,但振动一段时间后,检测点很容易偏移。对高速挡停、夹紧确认、升降到位这类动作,几毫米的位置变化就可能造成节拍中断。
安装位置也要留调整余量。调试时不要把开关卡在刚刚亮灯的边缘位置,最好让气缸在正常压力、正常速度和实际负载下动作几次,再确认指示灯和PLC输入点是否稳定。手推活塞能亮,不等于设备运行时一定可靠。气压波动、缓冲调节、节流阀开度、夹具反力都会影响活塞到位状态,端位信号设得太极限,后面排故会很麻烦。
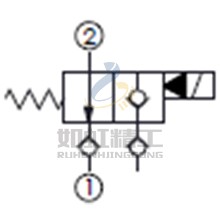
再看控制回路。磁性开关有两线制、三线制,有磁簧管类,也有电子式无触点类;输出还可能涉及NPN、PNP以及源型、漏型输入的配合。接线前要把PLC输入模块类型、公共端接法、电源电压和开关输出形式放在一起核对,而不是只看线色。线色可以帮助判断,但不能替代型号和回路图。
负载能力也不能忽略。磁性开关通常用于给PLC输入、继电器线圈或小电流信号回路提供位置状态,不适合直接承担超出规格的负载。电子式开关还要注意漏电流和内部压降,某些PLC输入模块阈值比较敏感时,可能出现指示灯状态和程序监控点不完全一致的情况。磁簧管类开关如果接感性负载,也要考虑浪涌和触点保护,否则短期能用,长期动作次数上来后故障会提前出现。
线缆走向是另一个容易被低估的细节。气缸旁边往往有拖链、滑台、夹具、工件边缘和护罩,开关线如果被夹住、反复弯折或靠近强干扰源,后期会表现成间歇性报警。调试阶段最好顺手确认接插件方向、扎带位置和检修空间。以后更换开关时,维修人员能不能伸手进去拧螺钉,也会影响停机时间。

如果是替换旧件,核对顺序应更谨慎。先记录原开关型号、安装位置、线制、输出形式和PLC输入点,再判断新件是否等效。很多现场问题不是“新开关坏了”,而是替换时只看长度和外形,没有核对NPN/PNP或两线、三线差异。设备能动作一次,不代表整条线能稳定跑一个班次。
正式投入前,建议做一次完整动作验证:气缸空载动作、带负载动作、正常节拍动作、连续多次循环,再看PLC输入是否有抖动、延迟或丢信号。对包装线挡停、夹具压紧、检测设备升降这类位置确认场景,磁性开关的任务很简单,就是在正确位置给出稳定信号。越是简单的元件,越不该跳过前面的匹配检查。
SMC磁性开关用得稳不稳,关键不只是型号选得对,还在于气缸、安装位置和控制回路是否一起核对过。投入前多花十几分钟确认磁环、支架、输出形式、负载和线缆,通常比投产后追一个间歇性到位信号省得多。