在很多自动化工位里,旋转动作并不一定需要伺服电机来完成。比如夹具翻转 90 度、挡料臂打开再复位、分拣拨杆短角度摆动、治具压紧后让位,这类动作的共同点很清楚:角度固定、节拍明确、负载不算复杂,现场更看重动作干脆、结构简单和后期好维护。优力克摆动气缸的应用价值,主要就体现在这种固定角度旋转执行场景里。
摆动气缸的本质,是把压缩空气提供的直线或叶片受力转换成一定角度范围内的往复旋转。它不像普通直线气缸那样只做推拉,也不像电动旋转平台那样追求多点定位和复杂轨迹。它更适合处理“到位、返回、再到位”这种重复动作。现场判断一个工位是否适合用摆动气缸,通常先看三个条件:旋转角度是否固定,负载惯量是否可控,定位要求是否停留在端点到位级别。如果这三点成立,摆动气缸往往比电机方案更直接。
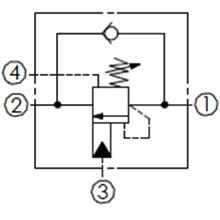
在设备布局紧凑的场合,这种直接性很有价值。包装线上的压盒机构、输送线上的分流挡臂、电子装配夹具的翻转定位、检测设备里的小型转台,都可能遇到空间不够、安装面有限、走线走管拥挤的问题。摆动气缸把旋转执行单元集中在一个较小体积内,外部只需要配合电磁阀、节流阀、磁性开关和必要的机械限位,就能形成一个可控动作。对设备设计人员来说,少一个复杂传动件,往往意味着少一个松动、磨损或调试反复的点。
不过,能转起来不等于适合长期跑。摆动气缸在选型时不能只看角度,还要看输出扭矩、负载臂长、旋转惯量、动作频率和末端冲击。现场常见的问题是,样机阶段动作看着没问题,连续运行一段时间后开始出现到位声变大、端部冲击明显、传感器信号偶发不稳定。原因未必是气缸本身差,更多时候是负载偏心、速度调得太急,或者缓冲和机械限位没有配合好。旋转动作越快,越要给末端冲击留余量。

优力克摆动气缸用于工业场景时,比较适合承担标准化、重复性强的旋转任务。例如工件从水平姿态转到竖直姿态,夹爪从避让位置摆到夹紧位置,挡停机构在物料到达后快速打开,或者小型治具在两个工位之间切换。这里的价值不是把动作做得多复杂,而是把一个明确动作做得稳定、可复制、便于维护。产线真正怕的不是单次动作慢几百毫秒,而是同一个动作每天重复几万次后出现漂移、卡滞和难以判断的停机。
从维护角度看,气动方案还有一个现实优势:现场人员容易排查。气源压力、管路漏气、节流阀开度、阀响应、磁性开关位置,这些问题不需要复杂软件就能逐项确认。更换同规格元件时,也通常比重新匹配电机、驱动器和控制参数简单。但这并不代表气动方案可以粗放使用。空气质量差、含水量高、管路过长、接头方向压迫软管,都会让动作变慢或变得不一致。设备设计时最好把调速阀、传感器和固定螺钉留在手能摸到的位置,后期少拆一块护板,就是少一次停机时间。

它的边界也要说清楚。如果工位需要多个中间角度、连续旋转、精确速度曲线,或者负载惯量变化很大,摆动气缸就不是最省心的选择。这时电动旋转执行器或伺服方案更合适。摆动气缸适合的是简单、明确、重复的角度动作,而不是拿来替代所有旋转控制。选型时把它放在正确的位置,它会显得很省事;放错位置,再好的气缸也会被工况拖累。
所以,评价优力克摆动气缸的应用价值,不能只停留在“旋转执行元件”这个概念上。它真正解决的是工业现场里大量小角度、固定节拍、空间受限的旋转动作问题。把扭矩余量、缓冲方式、传感器反馈、安装维护空间这些细节提前想清楚,它就能成为产线里很踏实的一类执行部件。