SMC气动电磁阀用于产线控制时,不能只看阀体能否推动气缸。如虹精工这篇内容把PLC信号、气源洁净度、有效流量、管路长度和响应一致性放在一起核对。包装线推料、输送线挡停等场景下,气源波动、排气不畅或接线松动,都会让精准执行变成节拍漂移,后续维护还要检查排气口和接头状态。
一条产线看起来顺不顺,很多时候不是看某个气缸能不能动作,而是看它能不能在同一个节拍里反复做到位。推料早半拍,夹紧慢半拍,检测工位就会跟着等;动作偶尔不到位,后面可能就是停机、报警、返修。SMC气动电磁阀在这类场景中的作用,正是把PLC发出的电信号转成稳定的气路切换,让执行机构按照设定节奏完成伸出、缩回、夹紧、释放等动作。
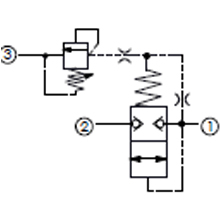
在产线控制里,电磁阀不是孤立工作的。它前面接着气源处理和控制信号,后面连着气缸、夹爪、真空元件或其他气动执行机构。PLC给出一个输出点,线圈得电,阀芯换向,压缩空气进入对应腔体,执行件开始动作。这个过程听起来简单,现场真正考验的是重复性:今天能跑,明天还能不能按同样的节拍跑;低速调试能动作,高速连续生产时会不会慢下来。

所谓精准执行,并不等于电磁阀单独决定位置精度。气动系统本身依赖压力、流量和机械限位,最终到位通常还要靠气缸行程、导轨、挡块、传感器反馈共同保证。电磁阀承担的是动作指令的切换质量。比如包装线上的推料气缸,如果阀的通气能力偏小,气缸前段动作可能还可以,满负载或节拍加快后就会出现慢、软、不到底的情况。设备表面看是气缸无力,往回查,往往能查到阀、管路、调速阀或气源压降没有匹配好。
SMC气动电磁阀常被用在多工位自动化设备中,一个原因是规格和安装形式比较容易纳入标准化设计。单个动作点可以用独立阀,多动作机构则常见集装式阀组。集装阀的好处不只是节省空间,更重要的是布管、布线、编号和检修都更清楚。产线后期维护时,技术员能快速找到对应工位的阀位,判断是线圈、阀体、气管还是执行件的问题,这比设备内部散落一堆阀要省很多排查时间。

稳定配合还取决于控制逻辑。一个夹紧动作,不能只看电磁阀是否得电,还要看气缸到位信号是否返回,夹紧后是否留有足够保压时间,下一步动作是否被传感器确认。很多现场故障并不是阀坏了,而是节拍被压得太紧:气缸还没完全回位,下一步机构已经启动;排气口装得太小,回程拖慢;管路绕得太长,动作响应滞后。电磁阀选得再好,如果这些细节没有处理,产线照样会出现偶发报警。
选型时,不能只按接口大小凑型号。阀位通数、有效流量、工作压力、线圈电压、响应需求、安装空间和接线方式都要一起看。高速小气缸和低速大负载气缸,对阀的要求完全不同。前者更在意响应和排气顺畅,后者更在意流量和压力保持。若是旧设备改造,还要核对原有汇流板、插头形式、安装孔位和控制电压,否则替换件装得上不代表能稳定运行。

维护层面,气源质量是经常被低估的一环。压缩空气里的水分、油污、粉尘进入阀体后,会增加阀芯卡滞和密封磨损的概率。产线刚投产时问题不明显,跑几个月后开始出现动作发黏、回位慢、漏气声变大,这时再去拆阀,往往已经不是单个元件的问题,而是过滤、排水、管路清洁都要一起检查。对高频动作工位,还要留意线圈发热、接头松动、排气堵塞和气管弯折。
在实际项目里,我更愿意把气动电磁阀看成产线节拍的接口件。它要接得住控制器的指令,也要推得动后端机构,还要经得住长时间重复动作。能让气缸动起来只是第一步,能让同一个动作在连续生产中保持节奏一致,才是判断它是否适合这条产线的关键。SMC气动电磁阀的应用价值,也应该放在这样的系统配合里看:阀选对,气路布好,反馈做实,维护留出口,产线才不容易被一个小动作拖住。